

A single degree of unmonitored sensor drift can be the difference between a successful export batch and a total operational failure. You likely understand that precision isn't just a technical preference in New Zealand's dairy, healthcare, or manufacturing sectors; it's a strict regulatory mandate. Maintaining that precision through professional industrial temperature calibration NZ services often feels like a moving target when you're balancing production uptime with the rigorous requirements of ISO/IEC 17025:2017.
We agree that the technical confusion between RTD and thermocouple suitability shouldn't lead to audit anxiety or batch inconsistencies. This guide provides the expert insights you need to master industrial temperature measurement, from choosing the right hardware to securing IANZ-accredited verification. You'll learn how to reduce operational downtime, ensure your documentation is ready for MPI audits, and maintain long-term sensor stability. We'll walk through the essential steps to transition from reactive maintenance to a comprehensive, compliant calibration strategy that protects your facility's bottom line and operational integrity.
• Identify the optimal sensor technology for your facility by comparing the physical principles and operational durability of RTDs, thermocouples, and thermistors.
• Navigate the specific regulatory requirements for New Zealand’s dairy and geothermal sectors to ensure your hardware meets strict MPI and HACCP standards.
• Master the technical nuances of industrial temperature calibration NZ to maintain a traceable chain of measurement that satisfies IANZ and ISO/IEC 17025:2017 audits.
• Reduce measurement inaccuracies and prevent batch failures by applying best practices for sensor immersion depth and EMI signal isolation.
• Streamline your operations by partnering with a single-source provider capable of managing everything from initial equipment supply to on-site installation and accredited verification.
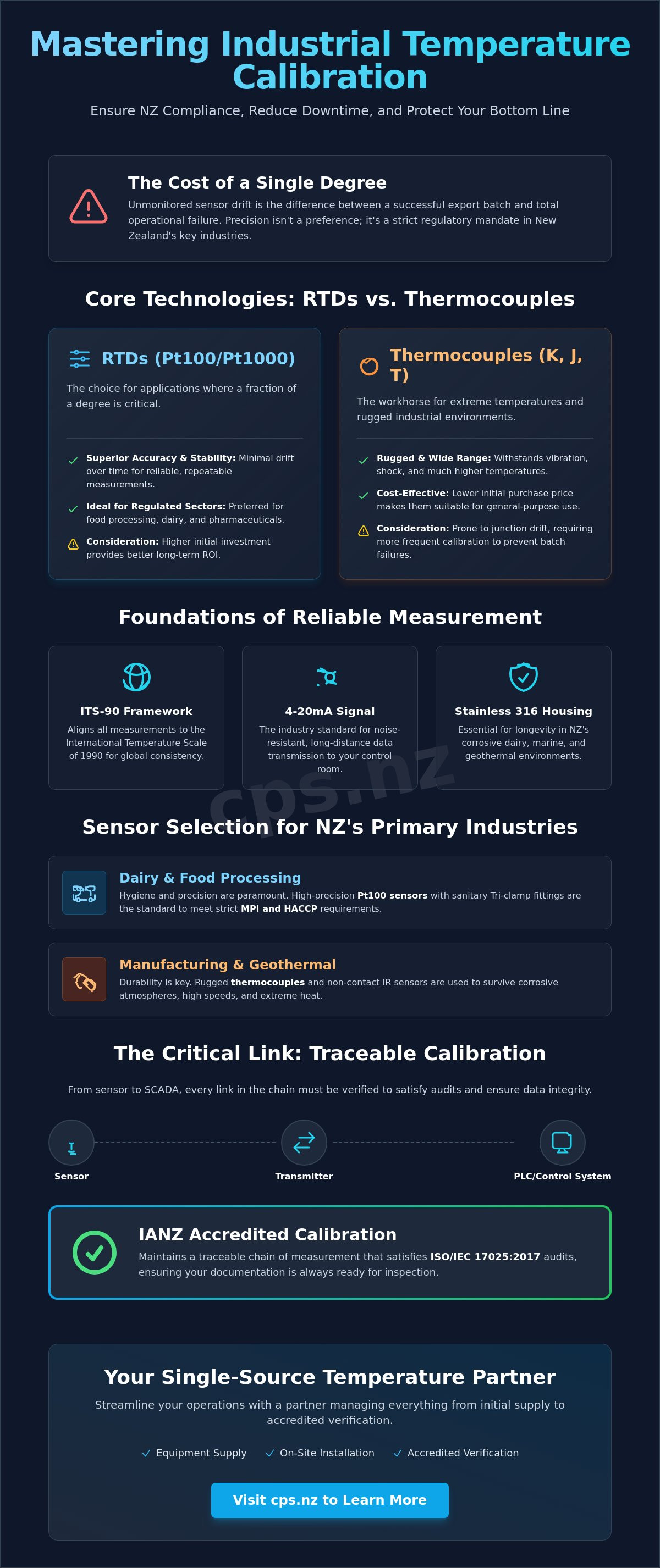
Temperature sensors serve as the primary sensory organs within an automated industrial loop. Without precise input, even the most advanced PLC cannot maintain the thermal stability required for high-stakes production. Selecting the correct sensor technology is the foundational step toward effective industrial temperature calibration NZ. All reliable measurements must align with the International Temperature Scale of 1990 (ITS-90), which provides the international framework for consistent temperature verification across all industrial sectors. For longevity in corrosive New Zealand environments, housing these sensors in Stainless 316 is the standard. This material resists pitting and chemical degradation, making it essential for dairy, marine, and geothermal applications.
The 4-20mA signal transmission remains the dominant industry standard across the country. It's preferred because current loops are inherently resistant to electrical noise and can travel long distances without signal loss. When you're managing a large-scale facility, this reliability ensures that the data reaching your control room is an accurate reflection of the plant floor conditions. Understanding how these signals interact with your hardware is vital for maintaining a compliant and efficient operation.
RTDs, particularly Pt100 and Pt1000 models, offer superior accuracy and long-term stability. They're the preferred choice for food processing and pharmaceutical sectors where a fraction of a degree is critical. Thermocouples, such as K, J, and T types, excel in ruggedness and can handle much higher temperature ranges. While thermocouples are often cheaper to purchase initially, they're prone to junction drift over time. This makes the long-term cost of frequent industrial temperature calibration NZ and potential batch failures a significant factor. For most stable processes, the higher initial investment in an RTD provides a better return through reduced drift and higher measurement confidence.
Temperature transmitters act as the critical bridge between the sensor and your digital control system. They convert low-level signals into a robust 4-20mA output, effectively eliminating the interference issues common with long cable runs. Modern smart transmitters offer USB or HART configuration, allowing for precise scaling and diagnostics directly through your PLC. This integration is essential for modern SCADA systems, enabling real-time monitoring and faster response times. By using high-quality transmitters, you ensure that your sensor data remains clean, traceable, and ready for any regulatory audit.
New Zealand’s industrial landscape ranges from sterile food production lines to the corrosive atmospheres of geothermal power plants. Choosing the right sensor isn't just about temperature range; it's about environmental survival. Your hardware must withstand the specific chemical and physical stressors of your site to ensure long-term stability. This selection directly impacts the reliability of your future IANZ-Accredited Calibration results. Without the correct housing and sensor type, drift becomes an expensive, recurring problem that compromises your data integrity.
High-speed manufacturing often requires non-contact infrared solutions to monitor products on a moving line without physical interference. In contrast, building services and HVAC systems focus on optimizing energy efficiency. Precise sensors allow for tighter control of building management systems, which significantly reduces unnecessary energy spend across large-scale infrastructure. Each application demands a specific technical approach to ensure the equipment remains fit for purpose throughout its operational life.
In the dairy sector, hygiene and precision are the dual priorities. Sensors must feature sanitary fittings and Tri-clamp designs to prevent bacterial entrapment and meet strict HACCP and MPI requirements. For critical pasteurization loops, high-precision Pt100 sensors are the industry standard due to their exceptional repeatability. If you're unsure which probe suits your specific application, our Industrial Thermometer Guide: Precision Temperature Solutions for Fiji & NZ provides a detailed breakdown of probe geometries. Selecting the right probe early simplifies the process of industrial temperature calibration NZ by ensuring the hardware is compatible with standard test wells.
Plants in the Central North Island face some of the most challenging conditions in the country. Geothermal fluids and gases like hydrogen sulfide can destroy standard sensors in weeks. Here, corrosion resistance is paramount. We recommend specialized alloys and robust thermowells to protect the sensing element from high-velocity flow and chemical attack. In chemical processing zones, explosion-proof (Ex) ratings are mandatory for safety compliance. A well-chosen thermowell allows for sensor removal and calibration without depressurizing the system, which is vital for maintaining continuous operation. Whether you're upgrading a dairy shed or a power plant, you can explore our full range of accredited calibration equipment and sensors to find the perfect match for your environment.
Precision hardware is only as effective as its physical installation. Many measurement discrepancies attributed to sensor failure are actually the result of poor mechanical setup. For example, stem conduction occurs when heat travels along the sensor sheath, pulling thermal energy away from the sensing element and skewing the reading. To eliminate this, we recommend the 10x diameter rule; the sensor must be immersed to a depth at least ten times the diameter of its protective sheath. This ensures the sensing tip is fully submerged in the process medium, providing the accuracy required for high-standard industrial temperature calibration NZ.
Wiring practices are equally critical. In many New Zealand plants, temperature signals run alongside high-voltage motor cables, leading to electromagnetic interference (EMI). We utilize twisted-pair shielded cabling and ensure that shields are grounded at only one end to prevent ground loops. These loops create circulating currents that introduce "ghost" offsets in your SCADA readings. Establishing a rigorous inspection schedule for both cabling and thermowells prevents these issues from escalating into batch failures. It's often the small, overlooked details in the wiring cabinet that cause the most significant compliance headaches during an audit.
Beyond immersion depth, the interface between the sensor and the thermowell matters. We often apply high-quality thermal paste to bridge air gaps and improve response times in non-pressurized systems. However, in high-pressure industrial lines, the integrity of fluid fittings is paramount. We ensure all compression fittings are correctly swaged to prevent leaks. A leak doesn't just lose product; it changes the local temperature at the sensor, leading to false data. Secure fittings are a non-negotiable part of a robust installation strategy.
Identifying drift before it impacts production requires a proactive diagnostic approach. If your readings show a sudden "open circuit" or "short circuit" error, the sensor or transmitter has likely failed. More subtle drift, often caused by moisture ingress or mechanical vibration, is harder to spot without the right tools. We recommend using specialized diagnostic equipment, such as those found in our Fluke: The Comprehensive Guide to Selecting Precision Instruments, to verify signal integrity at the source. Regular field checks ensure your plant stays within the tolerances defined by your industrial temperature calibration NZ program, keeping you audit-ready and operational.
A factory "check" is often just a point-in-time reference without the rigorous oversight of a formal accreditation. In contrast, industrial temperature calibration NZ performed by an IANZ-accredited laboratory ensures that your measurements are traceable to national and international standards. This traceability is the backbone of New Zealand's export economy. If your dairy, meat, or pharmaceutical products don't have a documented, traceable temperature history, they risk being rejected at international borders. MPI audits specifically look for the IANZ seal as proof that your facility operates within the required tolerances of ISO/IEC 17025:2017. Investing in accredited verification isn't just about compliance; it's a strategic move to protect your brand's reputation and market access.
Beyond regulatory peace of mind, frequent calibration significantly reduces the total cost of ownership (TCO) for your instrumentation. While there's an upfront cost for professional services, it's negligible compared to the expense of a discarded batch or an unscheduled plant shutdown. Accurate sensors allow you to run processes closer to their optimal thermal limits, which improves product consistency and reduces energy consumption. When your measurements are precise, you don't have to over-process "just to be safe," which saves both time and raw materials.
The IANZ seal on a calibration certificate signifies that the laboratory has undergone intense scrutiny regarding its equipment, staff expertise, and environmental controls. We align our technical processes with the professional benchmarks promoted by Engineering New Zealand to ensure every result is defensible during a high-stakes audit. Deciding between on-site and laboratory calibration usually comes down to your downtime schedule. Our Auckland-based laboratory offers the most controlled environment for high-precision instruments, while our on-site services provide the convenience of verifying equipment within its actual operational loop, ensuring minimal disruption to your production flow.
Setting calibration intervals shouldn't be a matter of guesswork. We advocate for a risk-based approach that considers the process criticality and the physical environment. New Zealand’s harsh coastal conditions and geothermal activity often accelerate calibration drift through corrosion and thermal stress. By meticulously recording "As-Found" and "As-Left" data, you can perform trend analysis to see how your sensors behave over time. If a sensor consistently drifts in one direction, you can adjust your maintenance schedule before it exceeds its allowable tolerance. This data-driven strategy ensures your plant remains audit-ready while maximizing the lifespan of your hardware. To ensure your facility meets these rigorous standards, contact us to schedule your next accredited calibration.
CPS (NZ) Ltd provides a complete, end-to-end service model that distinguishes us from purely transactional competitors. We maintain a comprehensive inventory of high-precision sensors, transmitters, and thermowells, ensuring that your facility has immediate access to the hardware it needs. Our Auckland-based engineering team offers deep technical support for every product we supply. This expertise is critical when managing the complexities of industrial temperature calibration NZ, as we understand the specific environmental stressors present in New Zealand's primary industries. We don't just provide equipment; we manage the entire lifecycle from initial supply and onsite installation to IANZ-accredited calibration and ongoing maintenance.
Our approach focuses on resolving unique industrial challenges through customized solutions. Whether you're dealing with high-pressure steam lines or sterile dairy environments, our team ensures your measurement loops are optimized for both performance and compliance. By integrating supply with service, we eliminate the communication gaps that often occur between multiple vendors. This unified model reduces your administrative burden and provides a clear, traceable path for all your thermal measurement data. We pride ourselves on being a reliable partner that supports your facility's long-term operational goals.
Generic importers often prioritize high-volume sales without providing the technical depth required to support complex instrumentation. At CPS, we define our value through a deep-level service model. We offer direct access to global leaders such as Additel and Fluke, ensuring that your facility is equipped with world-standard technology. For a detailed breakdown of how to choose the right tools for your plant, consult our Ultimate Guide to Selecting Calibration Equipment in 2026. Our engineering team possesses the practical experience to troubleshoot signal issues and installation errors that simple resellers cannot address.
Requesting a quote for industrial sensors or onsite calibration is the first step toward a more reliable measurement strategy. Our commitment to the "all-in-one" technical journey means we stay with you from the initial consultation through to the final IANZ verification. If you require urgent verification services, our Onehunga laboratory is equipped with high-end technology to provide rapid, precise results. We invite you to contact our team to discuss your specific requirements. We'll help you navigate the complexities of industrial temperature calibration NZ and ensure your facility remains audit-ready and operationally efficient. Our goal is to ensure you're never left without a solution for your critical measurement needs.
Mastering industrial temperature measurement requires a comprehensive lifecycle approach that links high-precision hardware selection with rigorous, accredited verification. You now understand how to mitigate common installation errors like stem conduction and why IANZ-accredited data remains the only defensible standard for New Zealand’s high-stakes export markets. Selecting the correct sensor technology is a vital first step; however, maintaining that accuracy through consistent industrial temperature calibration NZ is what ensures your facility remains both compliant and operationally efficient over the long term.
CPS (NZ) Ltd supports your operations with over 30 years of NZ industry experience and a commitment to technical excellence. Our IANZ Accredited Laboratory and unique single-source supply and service model provide the end-to-end assurance you need to eliminate batch failures and navigate complex audit requirements with confidence. We invite you to consult with our Auckland calibration experts today to optimize your measurement loops and protect your production integrity. We're ready to help you achieve the long-term sensor stability and precision your critical processes demand.
RTDs provide superior accuracy and long-term stability for temperatures up to 600°C, while thermocouples excel in rugged, high-heat environments reaching up to 1700°C. RTDs operate by measuring resistance changes in a platinum element. Thermocouples generate a small voltage between two dissimilar metals, making them more suitable for high-vibration applications where precision is secondary to durability.
Most facilities adopt a 12-month interval for industrial temperature calibration NZ as a baseline for regulatory compliance. You should increase this frequency to six months or quarterly if your sensors operate in harsh geothermal conditions or high-vibration environments. Base your final schedule on historical drift data to ensure your measurements remain within allowable tolerances between service dates.
Standard consumer digital thermometers are typically insufficient for MPI-regulated environments because they lack the required measurement traceability. Food processing mandates the use of IANZ-certified instruments that feature sanitary fittings and high-precision sensors. These professional-grade tools ensure your facility meets the strict HACCP and export standards necessary for New Zealand's primary industry sectors.
Temperature transmitters convert low-level sensor signals into a standardized 4-20mA current loop, which is significantly more resistant to electromagnetic interference. This conversion allows for much longer cable runs without the signal degradation common in direct-wired setups. Transmitters also provide easier integration with modern SCADA systems and offer advanced diagnostic capabilities for faster troubleshooting on the plant floor.
Infrared sensors are highly accurate for non-contact monitoring, provided you correctly account for the target material's emissivity. They're the optimal choice for high-speed manufacturing lines or hazardous areas where physical contact is impossible. However, they measure surface temperature only, so they shouldn't replace immersion probes for measuring the internal temperature of fluids or gases within a pipe.
IANZ accreditation confirms that a laboratory operates under the ISO/IEC 17025:2017 standard for technical competence and measurement traceability. This seal provides the assurance that your calibration results are internationally recognized and legally defensible. It's the primary indicator that your facility's quality management system is backed by a rigorous and independent audit trail.
You should select high-grade alloys like Stainless 316 or specialized Inconel to prevent chemical pitting in Central North Island geothermal plants. The material must resist the corrosive effects of hydrogen sulfide while withstanding the physical stress of high-velocity fluid flow. Choosing the correct thermowell prevents premature sensor failure and allows for equipment maintenance without depressurizing your industrial system.
A Pt100 is a platinum resistance thermometer that has a resistance of 100 ohms at zero degrees Celsius. It's the industry standard across New Zealand because its exceptional repeatability and linear response make it perfect for critical dairy and pharmaceutical loops. These sensors provide the high-level precision required for pasteurization and other temperature-sensitive processes where even minor drift can lead to batch failure.



